Materials Science and Manufacturing Engineering Miscellaneous
- A blank of 50 mm diameter is to be sheared from a sheet of 2.5 mm thickness. The required radial clearance between the die and the punch is 6% of sheet thickness. The punch and die diameter (mm) for this blanking operation respectively are
-
View Hint View Answer Discuss in Forum
Radial clearance = 6 × t = 0.1 ≤ 1.5 mm 100
Total clearance = 2 × 0.15 = 0.3
Die Dia will be exact = 50 mm
Clearance will be provided on punch = 50–0.30 = 49.70 mmCorrect Option: C
Radial clearance = 6 × t = 0.1 ≤ 1.5 mm 100
Total clearance = 2 × 0.15 = 0.3
Die Dia will be exact = 50 mm
Clearance will be provided on punch = 50–0.30 = 49.70 mm
- It is required to punch a hole of diameter 10 mm on a sheet of thickness 3 mm. The shear strength of the work material is 420 MPa. The required punch force is
-
View Hint View Answer Discuss in Forum
Punching force = πDtτ
= π × 10 × 3 × 420 = 39.58 KNCorrect Option: B
Punching force = πDtτ
= π × 10 × 3 × 420 = 39.58 KN
- Match the following products with the suitable manufacturing process
Product Manufacturing Process P. Toothpaste tube 1. Centrifugal casting Q. Metallic pipes 2. Blow moulding R. Plastic bottles 3. Rolling S. Threaded bolts 4. Impact extrusion
-
View Hint View Answer Discuss in Forum
P – 4, Q – 1, R – 2, S – 3
Correct Option: C
P – 4, Q – 1, R – 2, S – 3
- In a linearly hardening plastic material, the true stress beyond initial yielding
-
View Hint View Answer Discuss in Forum
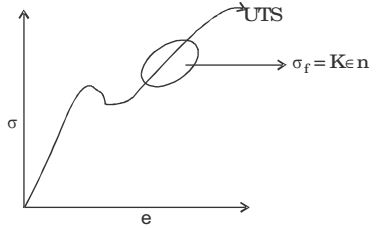
Correct Option: A
- It is desired to make a product having T-shaped cross-section from a rectangular aluminium block. Which one of the following processes is expected to provide the highest strength of the product?
-
View Hint View Answer Discuss in Forum
Metal forming of Aluminimum is easy because there is negligible strain hardening in Aluminium.
Correct Option: C
Metal forming of Aluminimum is easy because there is negligible strain hardening in Aluminium.

